Company Strength & Qualifications



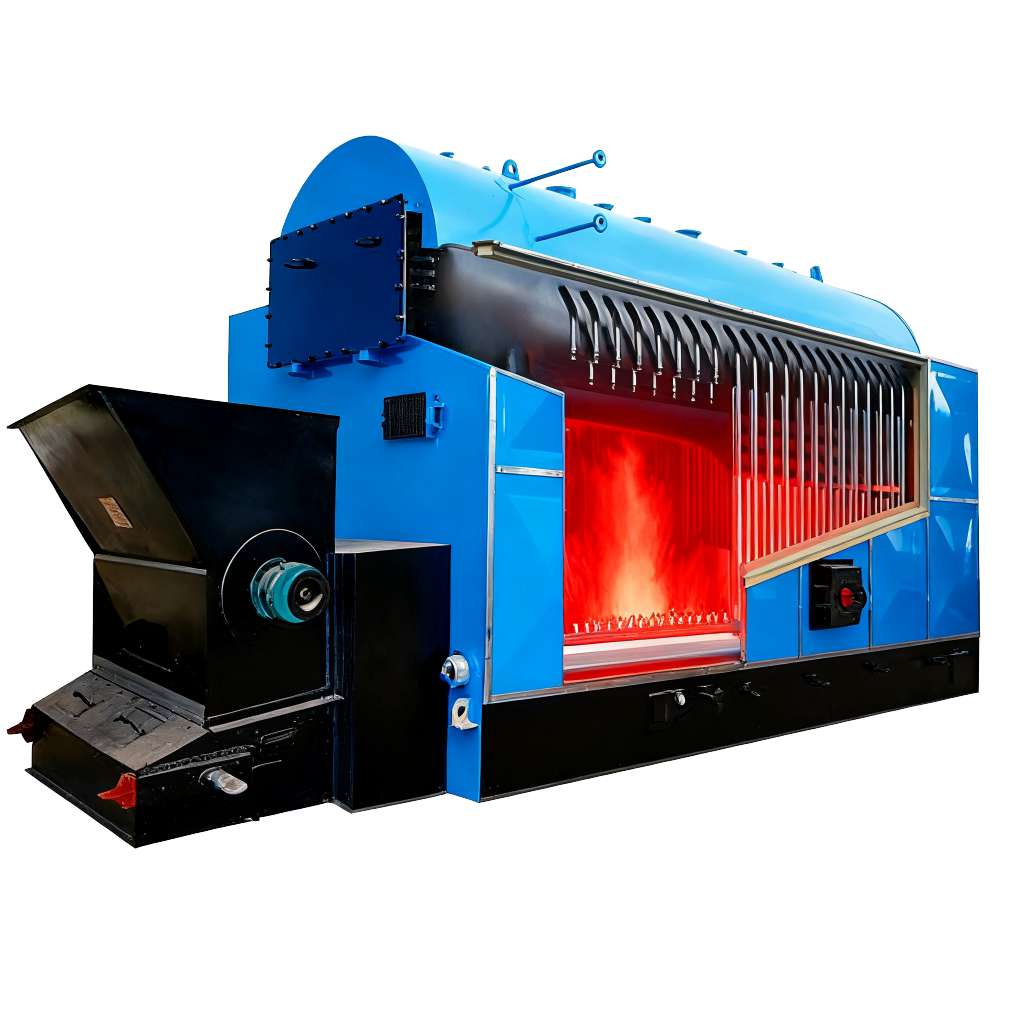
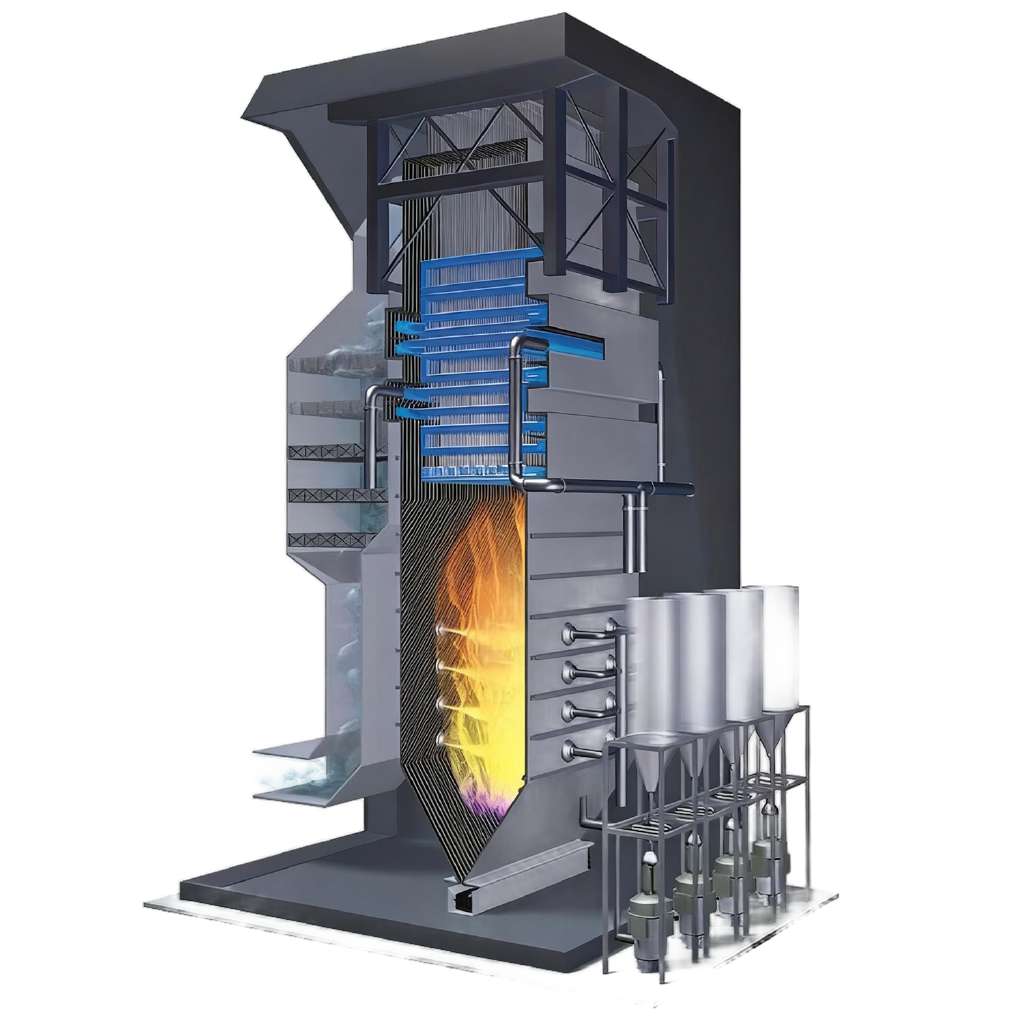
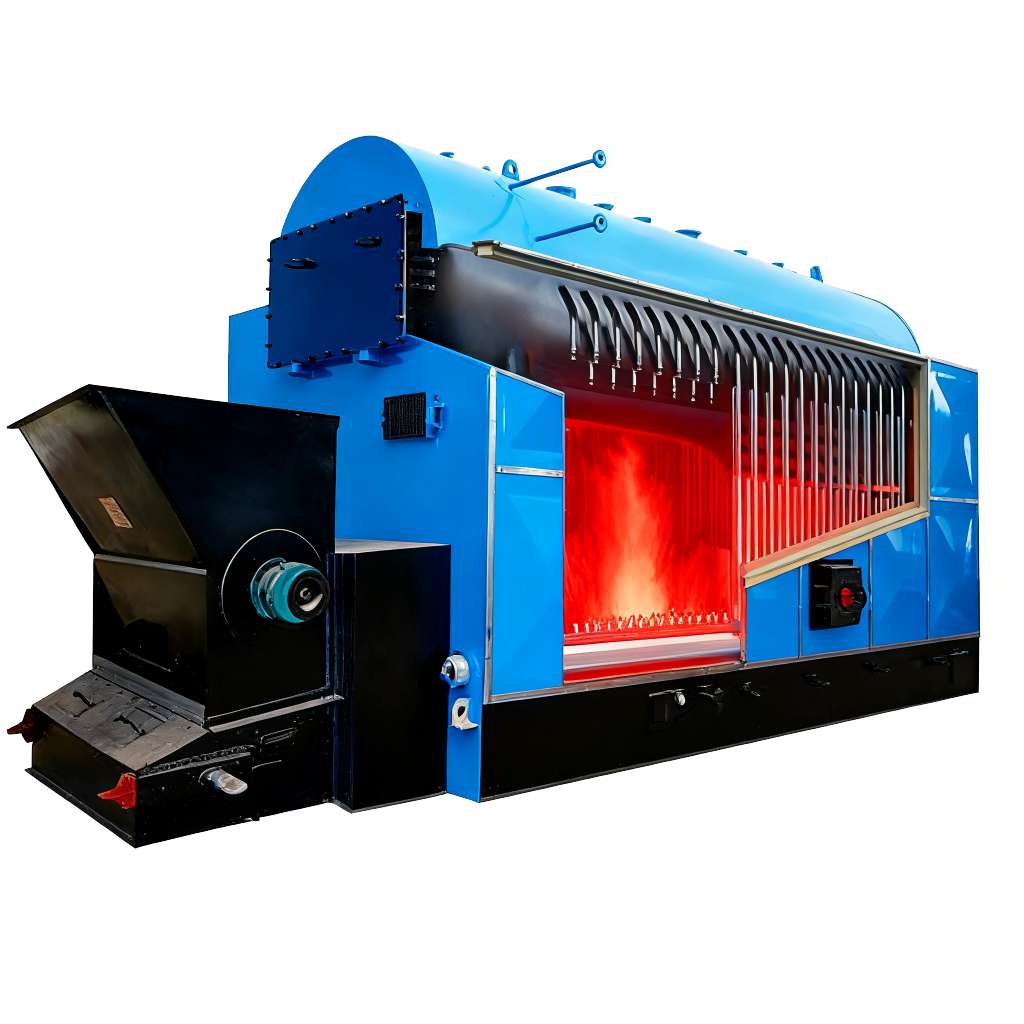
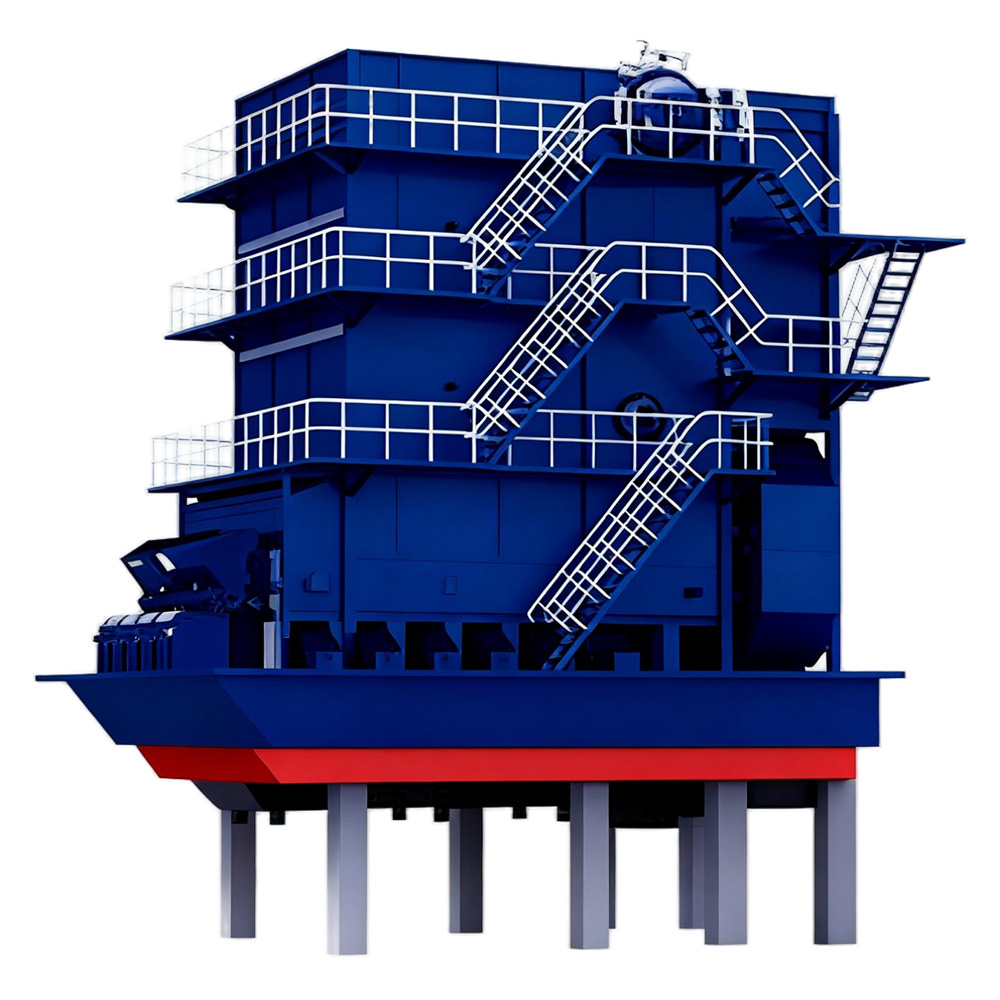
The SHX series of Circulating Fluidized Bed (CFB) boilers represents a cutting-edge solution in modern thermal engineering, designed for high efficiency, environmental compliance, and unparalleled fuel flexibility. These systems utilize low-temperature combustion technology, maintaining furnace temperatures in the optimal range of 850-950°C. This process significantly inhibits the formation of thermal Nitrogen Oxides (NOx), keeping emissions consistently low (around 200ppm), which meets and often exceeds stringent environmental regulations.
A key advantage of our CFB technology is its integrated in-furnace desulfurization capability. By directly introducing a limestone sorbent into the furnace, the boiler can achieve desulfurization efficiencies of over 90%. This eliminates the need for complex and expensive downstream Flue Gas Desulfurization (FGD) systems, resulting in a lower initial investment and reduced operational costs compared to traditional pulverized coal (PC) boilers. The technology's robust design ensures it is a leading choice for sustainable and economical energy production.
The table below details the technical parameters for the full range of SHX series CFB boilers.
| Item | Model | SHX6-1.25/1.6/2.5-AII | SHX10-1.25/1.6/2.5-AII | SHX15-1.25/1.6/2.5-AII | SHX20-1.25/1.6/2.5-AII | SHX25-1.25/1.6/2.5-AII | SHX35-1.25/1.6/2.5-AII | SHX40-1.25/1.6/2.5-AII |
|---|---|---|---|---|---|---|---|---|
| Rated Evaporation Capacity | t/h | 6 | 10 | 15 | 20 | 25 | 35 | 40 |
| Rated Steam Pressure | MPa | 1.25 / 1.6 / 2.5 | ||||||
| Rated Steam Temperature | °C | 194 / 204 / 226 | ||||||
| Feedwater Temperature | °C | 104 | 104 | 104 | 104 | 104 | 104 | 104 |
| Design Fuel LHV | kJ/kg | 12670 | 12670 | 12670 | 12670 | 12670 | 12670 | 12670 |
| Fuel Consumption (Std. Coal) | kg/h | 597 | 982.9 | 1447.9 | 1919 | 2398.7 | 3338.4 | 3825 |
| Applicable Fuel | - | Bituminous coal, anthracite, lean coal, lignite, coal gangue, coal slurry, petroleum coke | ||||||
| Exhaust Gas Temperature | °C | 160 | 155 | 155 | 155 | 155 | 155 | 150 |
| Design Thermal Efficiency | % | 87 | 87 | 87.5 | 87 | 87 | 87.5 | 87.5 |
| Primary Air Preheat Temp. | °C | 20 | 20 | 20 | 130 | 130 | 130 | 130 |
| Secondary Air Preheat Temp. | °C | 20 | 20 | 20 | 20 | 20 | 20 | 20 |
| Primary/Secondary Air Ratio | - | 6.4 | 6.4 | 6.4 | 6.4 | 6.4 | 6.4 | 6.4 |
| Ca/S Ratio | - | 2.0 - 2.3 | 2.0 - 2.3 | 2.0 - 2.3 | 2.0 - 2.3 | 2.0 - 2.3 | 2.0 - 2.3 | 2.0 - 2.3 |
| Desulfurization Efficiency | % | ≥90 | ≥90 | ≥90 | ≥90 | ≥90 | ≥90 | ≥90 |
| Limestone Particle Size Req. | mm | ≤13 | ≤13 | ≤13 | ≤13 | ≤13 | ≤13 | ≤13 |
| Coal Particle Size Req. | mm | ≤1 | ≤1 | ≤1 | ≤1 | ≤1 | ≤1 | ≤1 |
| Depth (incl. platform) | mm | 6100 | 6920 | 7020 | 8025 | 7790 | 8730 | 9750 |
| Width (incl. platform) | mm | 10050 | 11055 | 11775 | 12380 | 12605 | 14500 | 16500 |
| Upper Drum Centerline Height | mm | 6500 | 7700 | 9100 | 9650 | 12000 | 12500 | 15500 |
If you want to get a quotation or more product details, please leave us a message, You will get a reply within 24 hours. Thanks.
Contact us for more details about our products and services.
sales@baozt.com
0086-17312373686